




Automatyzacja i robotyzacja kluczem do konkurencyjności

Zakłady Sprzętu Motoryzacyjnego Polmo S.A. to przedsiębiorstwo z długą tradycją, którego zarząd, w obliczu rosnących wymagań jakościowych stawianych przez klientów, zdecydował o inwestycji w nowoczesne technologie. Jak z sukcesem zmodernizować zakład i dostosowywać go do wymogów konkurowania na współczesnym rynku?
Zakład z tradycją
Zakłady Sprzętu Motoryzacyjnego Polmo S.A. są największym obiektem przemysłowym w Brodnicy. Zakłady wytwarzają szeroką gamę wysokiej jakości części zamiennych i oprzyrządowania dla przemysłu samochodowego. Podstawą asortymentu są stalowe zbiorniki paliwa i zbiorniki sprężonego powietrza dla pojazdów takich, jak ciężarówki, przyczepy, naczepy i autobusy.
Spawanie jest kluczowym procesem w produkcji zbiorników sprężonego powietrza. Jest to proces bardzo wymagający pod względem technologicznym - a także organizacyjnym, z uwagi na ograniczoną dostępność wykwalifikowanych spawaczy. Niektóre przepisy w spawalnictwie podlegają nadzorowi Urzędu Dozoru Technicznego, a wśród nich znajdują się również surowe normy dotyczące kwalifikacji i ochrony zdrowia spawaczy.
Zbiorniki muszą również spełniać szczególnie wysokie wymogi jakościowe narzucone przez przepisy Unii Europejskiej - są one wyśrubowane ze względów bezpieczeństwa. Ponadto, odbiorcami tych produktów są głównie międzynarodowe koncerny samochodowe, które oczekują od dostawcy dostosowania się do ich procedur i standardów – nie tylko jakościowych, ale również cenowych i operacyjnych - w tym szybkiego czasu realizacji zamówienia.
Poszukując sposobu, by spełnić liczne wysokie wymagania, ówczesny zarząd POLMO podjął decyzję o kompleksowej automatyzacji i robotyzacji jednej z dwóch linii spawalniczych pracujących w zakładzie. Zdecydowano się na technologię modernizacyjną, która miała wyraźnie wyróżnić zakład spośród innych dostawców i wyposażyć go w przewagę konkurencyjną. Wprowadzenie nowoczesnej technologii miało także podnieść prestiż firmy wśród zachodnich odbiorców.
Od strony biznesowej celem inwestycji było zwiększenie zdolności produkcyjnych zakładu - początkowym założeniem była możliwość produkcji 55000 sztuk jednego typu zbiornika rocznie na linii. Od strony inżynierskiej inwestycja miała zapewnić powtarzalną jakość spawania klasy B; jest to najwyższa klasa jakości w spawalnictwie.
Cel:
- zwiększenie zdolności produkcyjnych POLMO S.A.
- podniesienie prestiżu przedsiębiorstwa
- zyskanie przewagi konkurencyjnej.
Wyzwania:
- zapewnienie stabilności i powtarzalnej jakości spawania klasy B
- kompleksowa automatyzacja i robotyzacja jednej z dwóch linii spawalniczych
- precyzyjne raportowanie procesu
- optymalizacja kosztu wytworzenia produktu.
 |
| Fot.: Zautomatyzowana produkcja i zrobotyzowane spawanie w POLMO S.A. |
...stawia na robotyzację
Całościowej koordynacji i realizacji inwestycji w robotyzację linii spawalniczej zajęła się firma ASTOR. W zakres projektu weszły: wybór podwykonawców, nadzór nad przygotowaniem projektów elektrycznych i mechanicznych oraz nad wykonaniem elementów składowych i maszyn w siedzibach podwykonawców, częściowe odbiory, montaż w zakładzie, a na końcu uruchomienie linii i proces testowania przygotowujący do końcowego odbioru linii przez osoby upoważnione z ramienia POLMO. ASTOR zapewnił także wsparcie technologiczne w zakresie spawania, a także konsultacje oraz szkolenia dla obsługi w zakresie programowania robotów, wizualizacji i sterowania.
„Robotyzacja uwiarygadnia wysoką jakość i optymalizuje koszt wytworzenia produktu. Ułatwia nam to zdobywanie kontraktów.” - Marek Wasiak, Prezes Polmo S.A. |
Zrobotyzowana linia spawania obsługiwana jest przez 5 robotów, które realizują proces spawania zbiorników i czyszczenia spoin. Cały proces wytwarzania zbiornika jest realizowany w sposób zautomatyzowany: od załadunku elementów składowych, do dostarczenia ich na stanowisko znakowania gotowych zbiorników. Pracownicy obsługujący stanowisko wkładają do magazynków płaszcze, dennice i króćce. Z magazynków roboty pobierają elementy składowe i realizują proces składania, spawania i odłożenia na transporter do strefy czyszczenia. Manipulator pobiera zbiornik z podajnika i przekazuje kolejnemu robotowi, który rozpoczyna czyszczenie spoin. Po oczyszczeniu zbiornik przechodzi przez tunel chłodzący i trafia na stanowisko obsługiwane przez operatora, który układa zbiornik w stanowisku znakowania mikroudarowego. Zbiorniki znakowane są indywidualnymi numerami, pozwalającymi odtworzyć proces produkcji każdego wyrobu i stanowiącymi gwarancję jego jakości. Po oznakowaniu operator przenosi zbiornik do komory testowania szczelności. Test ten polega na napełnieniu zbiornika wodą z inhibitorem korozji do określonego normą poziomu ciśnienia i sprawdzaniu ewentualnego spadku ciśnienia w czasie. Po wykonaniu testu proces na linii produkcji zbiornika jest zakończony i wyroby trafiają do lakierni proszkowej.
 |
| Fot.: Precyzyjne raportowanie procesu automatyzacji produkcji i zrobotyzowanego spawania. |
„Linia może pracować w cyklu 24-godzinnym. Na linii może być produkowane do kilkudziesięciu rodzajów zbiorników, z możliwością dalszego rozszerzenia asortymentu. Czas przezbrojenia wynosi od 15 do 30 minut, w zależności od rodzaju zbiornika" - dodaje Dariusz Godlewski, Główny technolog ds. jakości w POLMO S.A. |
Stanowisko wyposażone jest w roboty Kawasaki, kontrolery GE PACSystems RX3i i układy GE RSTI I/O, serwonapędy GE VersaMotion, wizualizację Wonderware InTouch i osprzęt w postaci panelu operatorskiego GE oraz komputera przemysłowego Astraada.
Najwyższa klasa spawania
Zarówno przedstawiciele zakładu POLMO, jak i firmy ASTOR otwarcie przyznają, że pełna realizacja inwestycji wymagała zmierzenia się z wieloma trudnościami – przewidzianymi i nieprzewidzianymi.
Pod względem inżynierskim, największymi wyzwaniami były: uzyskanie wysokiej stabilności i powtarzalności procesu, a także spełnienie wymogów jakościowych stawianych spawom kategorii B. Wytrwałe dążenie do zamierzonego celu przyniosło jednak efekt.
„Oczekiwaną, idealną jakość spawania udało się uzyskać dzięki procesowi prób i testów, które pozwoliły na wybranie odpowiednich parametrów spoin i ustawienie procesu" - wspomina Paweł Halicki, zastępca dyrektora ds. koordynacji inwestycji, kierownik projektu po stronie firmy ASTOR. |
„Polecamy firmę ASTOR jako realizatora kompleksowych linii produkcyjnych ze względu na dyspozycyjność pracowników, konstruktywne rozwiązywanie problemów powstających podczas realizacji oraz fachową obsługę projektu" - zapewnia Marek Wasiak, Prezes POLMO S.A. |
Inwestycja jako całość także spełnia oczekiwania inwestora:
„Zrobotyzowanie spawania w zakładzie POLMO gwarantuje kontrolę procesu oraz optymalizuje koszt wytworzenia produktu" - podkreśla Marek Wasiak. |
„Robotyzacja w spawalnictwie podnosi wydajność, a także stabilność procesu, daje też możliwość pracy w ruchu ciągłym" - dodaje Janusz Skamarski, Kierownik Produkcji w zakładzie. |
Robotyzacja zwiększa również komfort pracy obsługi:
„Różnica pomiędzy linią zrobotyzowaną, a linią półautomatyczną jest taka, że praca jest dużo lżejsza, bardziej komfortowa, a wyroby wychodzą dużo lepszej jakości" - mówi Damian Pankowski, operator linii. |
POLMO nowoczesne
Efektem inwestycji w robotyzację spawania jest to, że w fabryce POLMO pracuje obecnie jedna z najbardziej zaawansowanych technologicznie linii produkcyjnych, nie tylko w Polsce, ale również w naszej części Europy.
„Nasi klienci postrzegają całkowite zrobotyzowanie procesu spawania jako uwiarygodnienie bardzo wysokiej jakości naszych produktów, co ułatwia nam zdobywanie kontraktów" - podkreśla Marek Wasiak, Prezes POLMO. |
Jest to część całościowej modernizacji zakładu. Jedna z lakierni proszkowych w zakładzie także jest już całkowicie zautomatyzowana, a wyroby poddawane są szczegółowym testom jakości w dwóch laboratoriach wyposażonych w najnowocześniejsze urządzenia do testowania.
„Oczekiwaną, idealną jakość spoin udało się uzyskać dzięki procesowi prób i testów, które pozwoliły na wybranie odpowiednich parametrów spoin i ustawienie procesu." - Paweł Halicki, Zastępca Dyrektora ds. koordynacji inwestycji, ASTOR. |
Modernizacja nie tylko pozwala na sukcesywne podnoszenie jakości wyrobów i zwiększanie efektywności produkcji, dzięki czemu zakład staje się konkurencyjny na rynku polskim i zagranicznym, ale także poprawia komfort pracy i podnosi kwalifikacje zawodowe wśród pracowników jednego z największych pracodawców w Brodnicy.
Źródło: Astor
Redaktor: MRR

- Raport Tokarki CNC i Centra tokarskie - przegląd rynku 2020
- Raport prasy krawędziowe - przegląd rynku 2020
- Kalendarium - przegląd targów przemysłowych 2024
- Branża formierska na Targach INNOFORM®
- ITM Industry Europe - potrójna siła przemysłu
- Żuraw obrotowy w ofercie Weni Solution
- Maszyny używane: Nowe drogi w produkcji przewodów rurowych
- Giętarka trójrolkowa, beztrzpieniowa czy trzpieniowa?
- Czy spawanie laserowe wyprze metody typu TIG i MIG?
- Oerlikon prezentuje innowacje w wirtualnej rzeczywistości VR
- Nowe centrum tokarskie Yamazaki Mazak z 3 głowicami
- Zwinne zarządzanie produkcją jednostkową
- Do kiedy i dla kogo ulga na robotyzację?
- Raport: Przegląd Rynku Wycinarek Laserowych 2025
- Branża maszyn i urządzeń w 2025 roku. Czy 2026 przyniesie odbicie?
- Nowa dyrektywa maszynowa - Co się zmienia od 2027 roku?
- Przemysł i produkcja w 2025 — czy nadchodzi ożywienie?
- 6 trendów w obróbce metali
- Polskie firmy produkcyjne znów inwestują i zatrudniają
- 3 innowacje które zmienią przemysł
- 9 kluczowych technologii dla małych firm
- Ile kosztuje wdrożenie robotów przemysłowych?
- Jaki olej do obróbki metalu wybrać?
- FANUC otworzył centrum kompetencji technologicznych
- Gospodarka łapie oddech - raport GUS
- Jak automatyzacja napędza efektywność i zyski dystrybutorów stali?
- Marki premium maszyn CNC - technologie, które budują przewagę
- Produkcja przemysłowa przyspiesza na koniec roku - GUS
- Przegląd targów przemysłowych 2026
- Trendy technologiczne na 2026 rok - Raport IFR
- Czy atak na Iran wstrząśnie rynkiem stali?
- Fullbax – europejska narzędziownia w Chinach
- Zbrojenia przyspieszą wzrost gospodarczy
- Polska gospodarka rośnie szybciej niż UE
- Jak policzyć ROI z maszyny CNC?
- Jakie maszyny pod produkcję krótkoseryjną?
- Laser, plazma czy waterjet?
- Produkcja przemysłowa w kluczowych branżach - GUS
- Koniunktura gospodarcza – kwiecień 2026
- Strefa Bezpieczeństwa na ITM Industry Europe 2026
- Twój przewodnik po ITM Industry Europe 2026
- Jak ustawić parametry cięcia aluminium pod złącza TIG/MIG?
- Żurawie słupowe – gdzie sprawdzają się najlepiej?
 System do spawania tandemowego Fronius
System do spawania tandemowego TPS/i TWIN Push od Fronius, są idealnym sposobem na zwięks...
System do spawania tandemowego Fronius
System do spawania tandemowego TPS/i TWIN Push od Fronius, są idealnym sposobem na zwięks...
 Odbierz zaproszenie na ITM Industry Europe 2023
Oferta liderów przemysłu od lat przyciąga na Targi ITM INDUSTRY EUROPE tłumy profe...
Odbierz zaproszenie na ITM Industry Europe 2023
Oferta liderów przemysłu od lat przyciąga na Targi ITM INDUSTRY EUROPE tłumy profe...
 Innowacje, rozwiązania i inspiracje - Konferencje Techniczne 2022
Maksymalizacja efektów, zapewnienie produktów wysokiej jakości, rozwiązania...
Innowacje, rozwiązania i inspiracje - Konferencje Techniczne 2022
Maksymalizacja efektów, zapewnienie produktów wysokiej jakości, rozwiązania...
 Wskaźnik PMI w grudniu wyniósł 56,1 punktu
Główny wskaźnik PMI, będący średnią ważoną 5 subindeksów dotyczących nowych...
Wskaźnik PMI w grudniu wyniósł 56,1 punktu
Główny wskaźnik PMI, będący średnią ważoną 5 subindeksów dotyczących nowych...
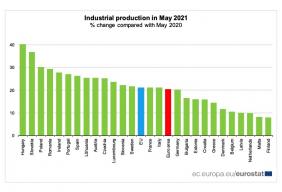 Eurostat - produkcja przemysłowa w maju 2021
W maju 2021 roku w porównaniu z majem 2020 roku produkcja przemysłowa wzrosła o 20...
Eurostat - produkcja przemysłowa w maju 2021
W maju 2021 roku w porównaniu z majem 2020 roku produkcja przemysłowa wzrosła o 20...
 Rośnie produkcja aut w Niemczech
Niemcy biją rekordy — produkcja aut rośnie, co napędzi przemysł motoryzacyjny Z naj...
Rośnie produkcja aut w Niemczech
Niemcy biją rekordy — produkcja aut rośnie, co napędzi przemysł motoryzacyjny Z naj...

























